欢迎访问中煤科工集团常州研究院有限公司

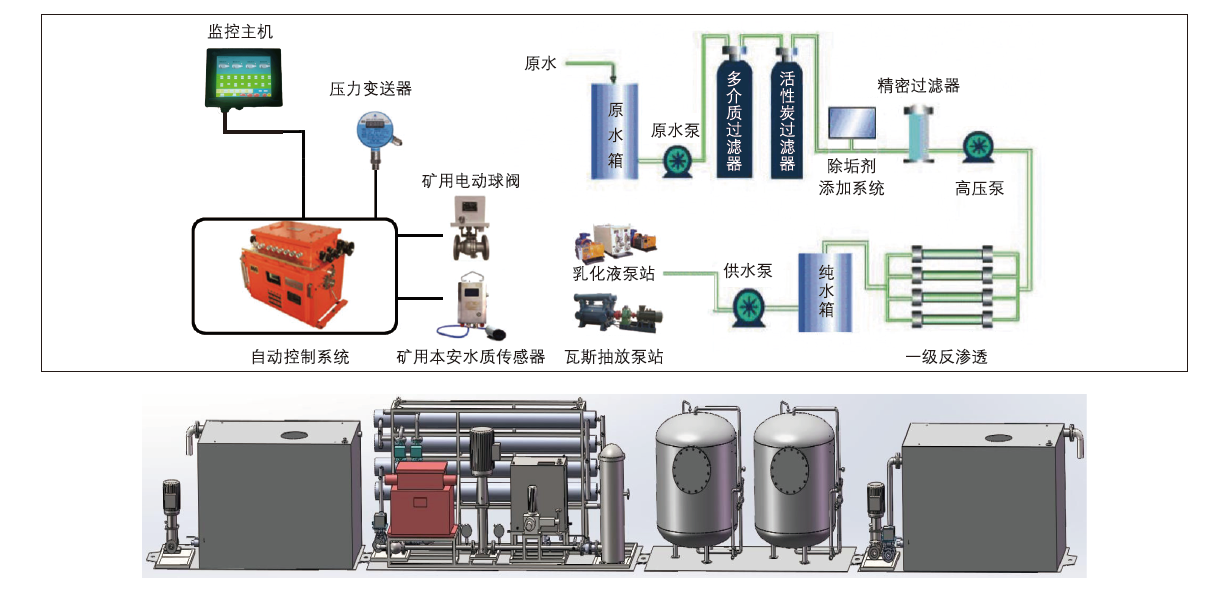
矿井设备用水处理系统是一套基于反渗透膜分离及多级过滤技术、智能检测与控制技术,对矿井用水进行分级处理、深度净化,同时集监测监控、自动控制、水质在线监测等功能于一体的智能型供水净化系统。 该系统安装在乳化液泵站供水前端,可高效去除水中颗粒物物以及Ca2+、Mg2+、SO42-和Cl-等无机离子,大幅提高液压支架乳化液配比用水品质,解决液压支架锈蚀、磨损、电液控阀芯堵塞等问题,是“无人、少人工作面”、“智能化工作面” 的重要保障系统。 系统特点 系统全自动运行(补水、过滤器反洗、冲洗和计量加药等),可实现无人值守; 配有矿用水质传感器,可以线监测出水水质和超限报警; 采用本安型控制器,具有以太网、RS485、I/O、CAN总线等接口,可实时上传系统工作状态,并可远程操控、前后联动;反渗透膜采用进口抗污染型膜元件,脱盐率高、抗污染性能稳定; 纯水增压,可满足各种进口/国产乳化液自动配比装置或乳化液泵站供水压力要求; 阻垢剂投加:采用非传统的计量泵精确投加方式,药剂无损失; 具有反渗透高压泵保护功能,通过泵前、泵后压力监测连锁保护高压泵; 药箱液位、纯水箱液位和出水电导率可就地数显、报警并上传; 采用模块化设计,可放置在2~3辆矿用设备列车上。  |